The 21st century automotive market is undergoing some of the most dramatic and intense changes in its history. Electrification is one of the main influencers, but other driving forces include massively expanded use of digital electronics, as well as extensive use of new body materials such as aluminum and next generation steel.
These changes go beyond the vehicles themselves: Automotive OEMs are aggressively implementing Industry 4.0 (i4.0) capabilities into their manufacturing platforms – leveraging advances in communications protocols, new controllers and cloud computing for real-time data capture and analytics to help improve manufacturing quality, productivity and faster model changeovers.

Bosch Rexroth’s new PRC7000 adaptive resistance welding platform expands the number of heat blocks available so that welding system programmers and technicians can fully customize the current waveform
for each weld.
Regardless of these major shifts, automotive manufacturers still demand premium quality and durability in every vehicle they produce – luxury brands, widely popular SUVs and pickups, as well as commercial vehicles, work trucks, and the expanding array of electric vehicles (EVs). In all cases, one of the most critical manufacturing processes is high-speed automated welding. The welding process must meet the strictest requirements for both operational safety and the quality of the weld to protect the structural integrity and long-term value and performance of the vehicle.
A new generation of advanced, i4.0-ready adaptive resistance welding controls is now available to help deliver a broader range of critically needed welding control capabilities, including faster commissioning, better precision and process flexibility and, ultimately, more productive welding operations. In addition, new i4.0 weld analytical tools are being introduced to help provide real-time, actionable information that can further improve weld quality and operational efficiency.
New challenges lead to improved adaptive resistance systems
Robotic resistance welding is a high-speed, highly cost-effective way to rapidly weld hundreds of parts per hour. The introduction of adaptive control in the past significantly advanced the quality, efficiency and process control of resistance welding. Using cutting-edge processor platforms, adaptive control takes into account precise functional welding characteristics such as current, voltage and resistance to perfect each weld, monitoring these characteristics on a millisecond basis and constantly comparing them in real-time against a master resistance curve that controls the quality of the process.

The system can store up to 10,000 welding programs, making it much easier for manufacturers to rapidly shift welding operations from one vehicle or model to another, making changes on the fly that can help keep throughput and productivity at the highest levels without risking weld quality.
While the use of adaptive resistance welding control has significantly impacted welding quality and productivity, progressions in automotive platforms have presented challenges for this technology. One of the most significant new challenges for adaptive resistance welding control comes from an increased use of high-strength steel, aluminum and next-generation materials in vehicle bodies and parts, replacing mild steel and other metals. Addressing these challenges, Bosch Rexroth for example has developed more sophisticated adaptive resistance control systems that incorporate advances in software and processor performance.
The core of adaptive resistance welding control is having the capability to adjust the quality of the weld within a millisecond time frame. With this capability, key values (e.g., current, voltage, force, time, resistance and phase angle) can be manipulated to overcome the anomalies inherent in automotive resistance welding. Rexroth has been advancing this technology to improve welding aluminum, for example. In addition, the company has the patent for the force feedback system that reads the expansion of the aluminum due to heat and can adapt to this data. This is done by calculating the data from the expansion of the welding gun tips and then regulating the weld through adaptive control of the weld tip pressure and the current being applied. As a result, this important capability can help give automotive manufacturers an advantage in their manufacturing operations.
New technology makes commissioning faster and easier
Bosch Rexroth recently introduced a new PRC7000 adaptive resistance welding control platform that offers this capability, plus expands the number of heat blocks available so that welding system programmers and technicians can fully customize the current waveform for each weld. Previously, automated resistance welding platforms typically supported three heat blocks: the pre-weld, the weld itself and the post-weld.
While effective, having only three heat blocks did not give welding operations the full ability to create more sophisticated welding sequences that could respond better to minute variations in the parts being welded, such as specialized coatings, poor fits between two parts being welded or changes in the amount of carbon or other trace alloys in new steel.
The PRC7000 can store up to 10,000 welding programs that can be easily selected and built via a drag-and-drop graphical interface to program more sophisticated welding sequences that can have 100 or more separate heat blocks. Through user-friendly programming tools, each heat block can be configured as needed to handle the specific weld criteria.
For example, a particular weld for a higher-strength steel might need a pre-weld at 30,000 amps to heat the steel for 30 milliseconds, then a long transition to a higher force with a lower current for 500-600 milliseconds to contain the material. Each part or each type of material can now have more dynamically designed welds so that manufacturers have much greater freedom to control and improve welding results – essentially adding and storing as many heat blocks as needed to create the perfect weld nugget and, ultimately, the perfect weld every time.
These new enhancements offered by the PRC7000 add more i4.0 functionality and intelligence to the existing, advanced capabilities of adaptive resistance welding control technology. By leveraging features such as a dual processor architecture and innovative software tools, a whole new level of precision welding is made possible and easier to implement.
Industry 4.0 capabilities and Weld Spot Analytics
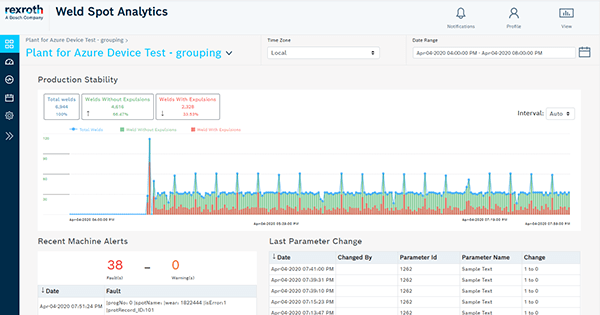
In addition to the PRC7000, another valuable new i4.0 capability is advanced Weld Spot Analytics software (WSA). Available as an option, this new program enables an expanded level of real-time analysis and process improvement for welding operations.
Until recently it was up to the car manufacturers to download welding data and incorporate it into their own analytical tools. The Rexroth WSA package automatically compiles the weld spot data into easy-to-read formats and dashboards. Operations personnel can configure their dashboards to monitor their day-to-day responsibilities and also for more long-term process analysis. It can also send real-time automatic SMS alerts, such as preventive maintenance updates and quality issue alerts, to welding operators who can take steps to correct issues and ensure maximum welding uptime.
Weld Spot Analytics is designed to help welding engineers make faster, more accurate decisions that increase weld quality while avoiding inefficiencies such as parts reworking. That same data can then be correlated to other factors, such as part fit-up or secondary circuit degradation to help production management more rapidly identify the root cause of electrode wear and take appropriate action.
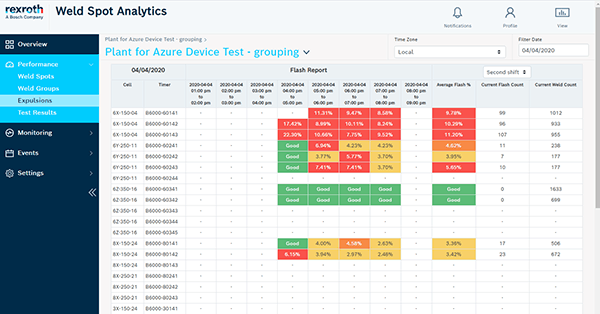
A wide range of reports can be created to help troubleshoot problems. For example, if spot quality appears to be randomly affected by expulsions, it can be difficult to obtain a holistic view of all the expulsions during a specific time frame, or part being welded. Weld Spot Analytics can supply an Expulsion Report Table that shows the percentage of spots with expulsions to help with root cause analysis.
Adaptive control adapts to the Factory of the Future
Increased intelligence, added functionality for custom heat blocks and welding sequences, faster commissioning and easier integration plus real-time actionable data are just some of the Factory of the Future capabilities these new platforms offer. By introducing new weld control with advanced hardware and programming software features, along with additional analytics capabilities, Bosch Rexroth continues to help automotive manufacturers enhance the flexibility, quality and repeatability of their welding operations.